What is Solvent Recovery and How Does it Work?
When purchasing solvent, the majority of buyers use it once, and then dispose of the waste after a single use. This is neither efficient nor economical for a business.
The costs of solvents quickly add up, and with single-use purchases, there is a need for recovering these solvents to be able to reuse them.
Solvent recovery does just that. Having a solvent recovery system in place will clean the spent solvent and provides a clean solvent to use over and over again - saving your business significant amounts of money.
What is solvent recovery?
Solvent recovery is a process designed to extract the solvent from your solvent waste. The recovered solvent is virtually indistinguishable from virgin solvent products and can be used in production without any negative results. This improves your process efficiency by eliminating the need to constantly purchase new solvents for production.
The cost savings are substantial - companies can expect to save up to 95% on hauling costs, and minimum 50% on ongoing solvent purchasing and disposal costs. To see how much you could save, check out Maratek’s Return on Investment Calculator.

How does solvent recovery work?
Solvent recovery uses a multi-stage distillation process to separate solvents into its components at lower-than-boiling point temperatures. Waste is removed and you’re left with clean solvent.
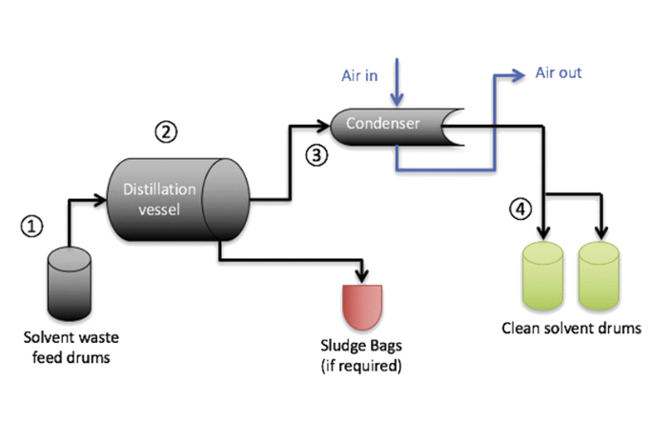
Solvent recovery process:
- The spent solvent is fed, either automatically or manually depending on the equipment, into the distillation vessel.
- The distillation vessel is fitted with a thermal oil jacket that is heated by one or more electric heaters which brings the spent solvent to its boiling point.
- Once the waste is separated, the recovered solvent vapors are channeled to an air cooled condenser, where it cools into its liquid form.
- The liquid is then directed to the clean solvent collection drums, where it can be reused.
What solvents can be recovered?
Most solvents are able to be recovered. The most common solvents that are recovered are:
- Gun Wash
- Lacquer Thinner
- MEK
- Acetone
- Isopropyl Alcohol (IPA)
- Varsol
- Blanket Wash
- Methanol
- Butanol
- And more
How much solvent can be recovered?
You can expect to recover up to 95% of used solvents. Equipment sizes range from 5 to 100+ gallons/hour, based on your specific needs. To find the right size for your application, our team will access the solvent and waste characteristics of your waste stream.
The cost benefit of solvent recovery
Initial investment vs. long-term savings
Initial investment: Investing in a solvent recovery system involves the cost of the equipment, installation, and initial training.
Long-term savings: Businesses typically see a reduction in solvent purchasing costs by up to 50% and in waste disposal costs by up to 95%.
Payback Period: Most companies report a payback period of 6-18 months, after which the savings directly contribute to the bottom line.
Environmental Savings: Reducing solvent waste contributes to environmental protection and can enhance your company's green credentials, potentially attracting eco-conscious customers.
Interested in learning more?
Making the transition from purchasing new solvents to solvent recovery brings various benefits that all contribute towards helping your company save money and become more environmentally friendly.
Here at Maratek, our solvent recycling and recovery equipment and recycling and recovery services can reduce your company’s solvent costs by up to 95% by providing you with the engineering solutions or professional services you need to recover solvents from your waste steam.
Waste solvent streams can be recycled efficiently and economically using the Maratek solvent recyclers. All Maratek solvent recycling units are designed to integrate into your production process. No matter the make-up of your waste solvent stream, from acetone to alcohols, any contaminated solvents can be recycled to their original form.
To discover how we can help you and your organization, contact our team of solvent recovery specialists today.
Frequently Asked Questions (FAQs)
Q: How safe is solvent recovery?
A: Solvent recovery systems are designed with safety in mind, adhering to stringent industry standards. They are equipped with safety features to handle volatile chemicals safely.
Q: Can solvent recovery systems handle multiple types of solvents?
A: Yes, most modern systems can handle a variety of solvents, including MEK, acetone, and isopropyl alcohol. It's important to check with the manufacturer for compatibility.
Q: What is the maintenance requirement for a solvent recovery system?
A: Maintenance is relatively minimal, primarily involving regular checks and cleaning. Detailed maintenance guides are provided with each system.
Q: How does solvent recovery benefit the environment?
A: By recycling solvents, businesses significantly reduce hazardous waste and the carbon footprint associated with producing new solvents and disposing of old ones.
Q: Is training provided for operating the solvent recovery system?
A: Yes, comprehensive training is part of the installation process to ensure your team can safely and effectively operate the system.
Q: Can small businesses benefit from solvent recovery?
A: Absolutely. Systems are available in various sizes, making them accessible for businesses of all sizes.


Get a Quote for Maratek Solvent Equipment or Services
Maratek is the Market Leader in Professionally-Engineered Solvent Recycling and Botanical Extraction Technologies.