Maratek proudly presents the Solvent Saver Batch (SSB) series, meticulously engineered to revolutionize waste solvent management. Our SSB units expertly separate waste solvents into reusable resources and waste residue, delivering exceptional performance with effortless operation and maintenance. Plug it in, start it up, and witness your savings take flight!
From acetone to white spirits and beyond, our Solvent Saver models restore contaminated solvents to their original, pristine condition, seamlessly reintegrating them into your production processes. Reclaim up to 95% of your waste solvent stream, transforming waste into a valuable asset.
In today’s industries, waste solvents are a common byproduct – but they don’t have to be a loss. Maratek’s Solvent Saver Batch line is designed to turn this challenge into an opportunity, efficiently recycling solvents for reuse while isolating residue with precision.
Built for flexibility, our Batch units run one cycle at a time, putting you in control of the schedule. For operations with lower waste output, the SSB stores waste internally until you’re ready to process, offering unmatched convenience and efficiency tailored to your needs.
Download the brochure now.

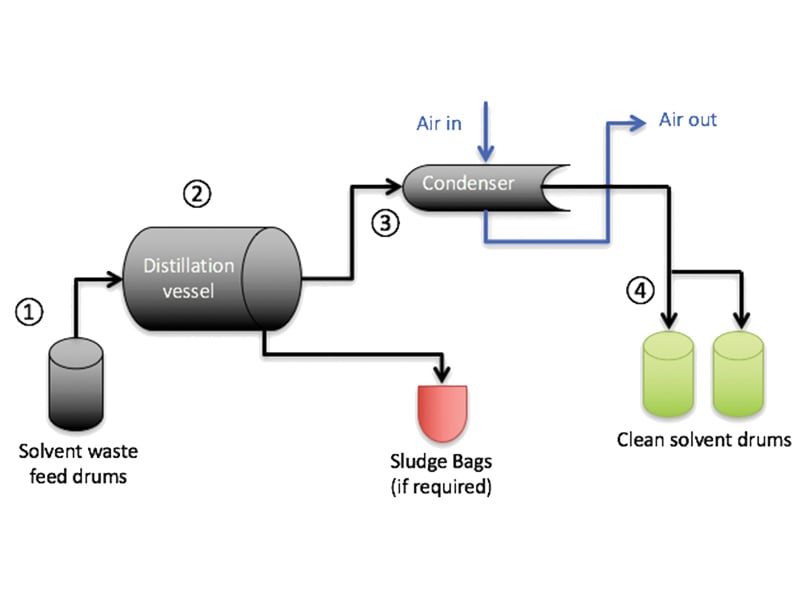
Maratek’s solvent recycling SSB models separate solvents using the proven process of distillation, as shown through the numbered illustration below.
.png)
See how the Minnesota Department of Transportation streamlined asphalt testing and reduced solvent costs using Maratek’s compact SSB‑6 Solvent Saver System. This case study highlights how government and infrastructure labs can reliably recover nPB on‑site while improving workflow efficiency and sustainability.
Read the full case study to learn how low‑volume solvent recovery delivered measurable savings with simple, long‑term operation.





